栏目分类
新闻动态
你的位置:b体育官方app下载入口装机吧 > 新闻动态 >在等离子喷涂氧化锆涂层时,气孔率是影响涂层致密性、结合强度和热导率的关键因素。通过优化工艺参数,可显著降低气孔率,提升涂层性能。以下是具体控制要点及优化策略:
一、等离子喷涂参数优化
1. 功率与气体流量匹配
- 电弧功率:提高功率(如35-45 kW)可增加等离子焰流温度,促进粉末充分熔融,减少未熔颗粒导致的孔隙。但功率过高可能导致粉末汽化或基体过热,需平衡选择。
- 气体流量:主气(Ar)流量过低(如70 SLPM)则冷却焰流,降低熔融效率。辅气(H₂)流量增加可提升焰流焓值,但需控制比例(H₂/Ar≈0.1-0.3)以避免过度氧化。
2. 喷涂距离与角度
- 距离控制:最佳喷涂距离为80-120 mm。过短(150 mm)则颗粒冷却过快,撞击基体时变形不充分。
- 喷涂角度:需保持≥60°,避免“阴影效应”导致层间孔隙。垂直喷涂(90°)可最大化颗粒铺展效果。
3. 送粉速率与粉末特性
- 送粉速率:需与功率匹配。例如,30-40 g/min的送粉量适用于中高功率(40 kW),过高会导致“夹生粉”,过低则效率低下。
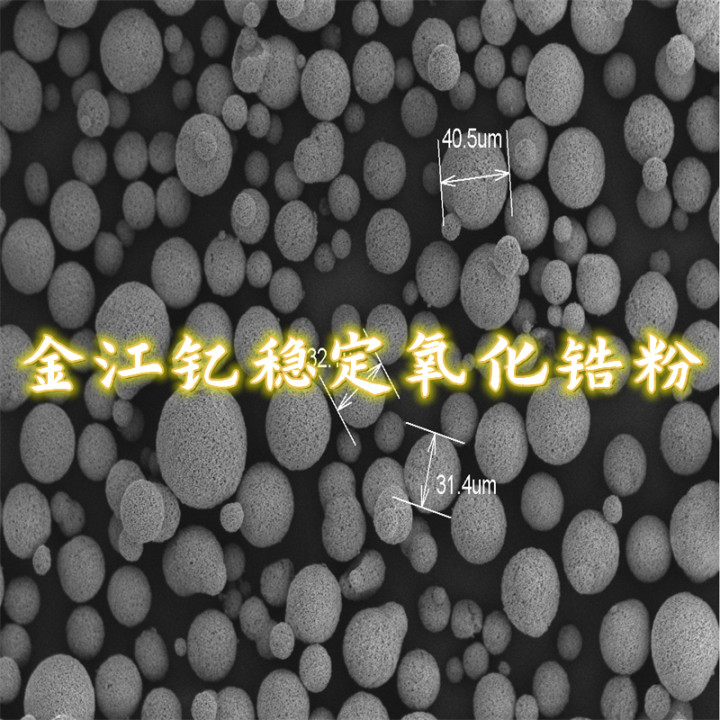
- 粉末粒径:优选20-45 μm的球形粉末,过粗(>50 μm)难以熔透,过细(
二、基体与预处理控制
1. 表面粗化处理
- 喷砂处理(如Al₂O₃砂粒)可增加基体粗糙度(Ra≈4-6 μm),提升机械咬合能力,减少界面孔隙。
- 碱洗/酸洗去除油污和氧化物,避免污染导致的结合不良。
2. 过渡层设计
- 添加NiCrAlY或Cu基合金粘结层(厚度40-100 μm),缓解ZrO₂与金属基体的热膨胀系数差异,减少热应力裂纹。
三、工艺环境与后处理
1. 环境控制
- 保持喷涂环境低湿度(
- 采用N₂或Ar局部保护,减少粉末氧化(如WO₃生成)。
2. 热处理工艺
- 500-540℃热处理0.5-5小时,可愈合涂层内部微裂纹,降低孔隙率(如从5%降至2%)。
四、先进工艺与材料改进
1. 超音速等离子喷涂(HEPJet)
- 粒子速度达450-600 m/s,撞击动能更高,涂层更致密(孔隙率可
2. 薄壳结构粉末
- 使用壁厚
五、关键参数综合对比
参数 优化范围 影响机制
主气(Ar)| 流量 50-70SLPM | 流量低则焰流高温低速,流量高则冷却焰流
通过上述多参数协同优化,等离子喷涂氧化锆涂层的气孔率可控制在1.5%-3%的较低范围,显著提升涂层的力学性能和热障效果。实际应用中需结合具体设备与材料特性进行参数调试。







锦州市金江喷涂材料有限公司创始人持续关注热喷涂粉体生产和研发20余年,企业已通过国家高新技术企业和国际ISO:9001质量管理体系的认证,累积服务全球涂层企业500+
- 2026/02/12北京楼市起飞了, 北京西城区当年从1120
- 2025/11/30湘鄂“山”“水”联动共绘武陵山区旅游
- 2025/11/19CTI华测检测全资收购南非Safety SA及Nosa C
- 2025/09/07含硒是猪腰子的50倍, 每天吃一点, 护肝、
- 2025/07/28米体:国米多笔年轻球员出售时保留未来